工业铝材制品一站式采购平台
专注工业铝材,工业铝散热器,广告铝材,LED灯具铝材
023-6715-8799
24小时服务热线
185-8045-2888
工业铝材制品一站式采购平台
专注工业铝材,工业铝散热器,广告铝材,LED灯具铝材
023-6715-8799
24小时服务热线
185-8045-2888

手 机:185-8045-2888
座 机:023-6715-8799
邮 箱:li521512@126.com
网 址:www.nhlzp.com
地 址:重庆市渝北区台商工业园金锦32号
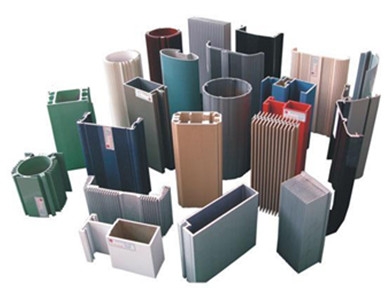
随着我国经济迅猛增长,作为现代经济和高新技术发展支柱性原材料的铝材需求量惊人,我国工业铝型材行业综合实力也有显著提升,但在工业铝型材的生产过程中,仍存在表面损伤的现象。如果这种现象不能有效解决,铝型材成品率将会降低,并影响生产成本。今天分享工业铝型材表面损伤的几点原因及解决方式,帮助大家减少损耗。
原因一:双孔(多孔)以上的模具挤压型材,因为其出模孔时的速度不一,型材长短不齐,在此高温下出口处即相互擦伤的型材,会造成含有一定总宽块状乌白色的不光滑表面。空气氧化后,型材擦伤面将会呈现暗灰黑色,这是挤压成型中的废品。
解决方式:如果挤出模孔的型材速度不一,长短不齐,可以采用修模调整。如果是3孔以上的型材长短不齐,则可以采取石墨板(高温毛毡)分开的办法,使多孔型材相互摩擦减少。
原因二:铝型材加工的模具使用时间过长,支承垫、模空刀、专用垫等出口处,附着粘有大量的铝金属,型材流径支承垫、模空刀、专用垫时,使型材划伤,不过此类情况发生的概率较小。
解决方式:模具装配前先进行检查,检查模空刀,支承垫孔,专用垫孔等,能否满足型材出料的大小要求。此外,也要考虑进料尺寸规定,是否黏贴白色的铝,如果有的话需要及时清除。防止模垫粘铝,可以在垫温达到150度左右时涂些高纯石墨油。

原因三:人为造成的损伤,处于冷床上的型材,在架子上不齐整,又或者在对型材进行检查时,抽动其中的一支,使其相互摩擦,从而导致型材的片状带齿擦伤(常温)。此情况更容易发生在型材平面较宽的型材(例如半通材,扣板和大方管等)或是弯曲圆弧的型材中。
解决方式:铝型材挤压加工时,尽可能一根一根开展,切割的型材不能上叠二层及更多层的型材,避免损伤。
原因四:加工锯切成品的锯台上,贮料架,装框的型材,排列拥挤,如果抬拿抽动其中的一支,则很容易造成相互间的擦伤,如果有尖锐的菱角则更容易造成型材的划线。
解决方式:锯切台,送料台和冷床等服务平台上,型材不可沉积过满,中间需要互相拉开距离,并由操作者尽早进行操作,避免型材之间相互摩擦撞击。
原因五:各实际操作工艺流程针对造成(粘住)的铝屑处理不妥善,是造成损伤的关键原因。例如,铝型材出料轨道或摆床上,有铝屑或其他坚硬的杂物。因为工业铝型材刚挤出时比较软,任何坚硬的杂物都会对铝型材表面造成划伤。
解决方式:铝型材加工锯切装框包装等工艺流程时造成的铝屑,要每次(支,根)吹干净,才可以进行后续操作。
原因六:在运输过程中,剧烈摇晃或者有过大的摆动,同时衬隔固定不良,没有垫毛毡或摆放不留空隙,也会导致型材之间相互摩擦、挤压造成损伤。
解决方式:铝型材运送前捆扎坚固,平稳放置放置晃动。表面规定高的用塑性变形(泡沫塑料)纸支系分隔捆扎。启动拐弯要缓慢,运输形成要稳定,留意急刹。
事实上,工业铝型材产生损伤的根本原因,可归结为型材与金属(包括铝)之间摩擦和碰撞产生和“人为因素”两点。二者与机器设备模具并无太大关系,更多是由于实际操作不按规章制度,操作动作粗糙野蛮。不仅在思想上轻视,在行动上落后,没有及时处理问题。为避损伤过高,降低成本,一定要重视以上因素,规范操作。
地址:重庆市渝北区台商工业园金锦32号
电话:185-8045-2888
邮箱:li521512@126.com
 |  |
| 淘宝二维码 | 微信公众号 |
咨询服务热线:023-6715-8799